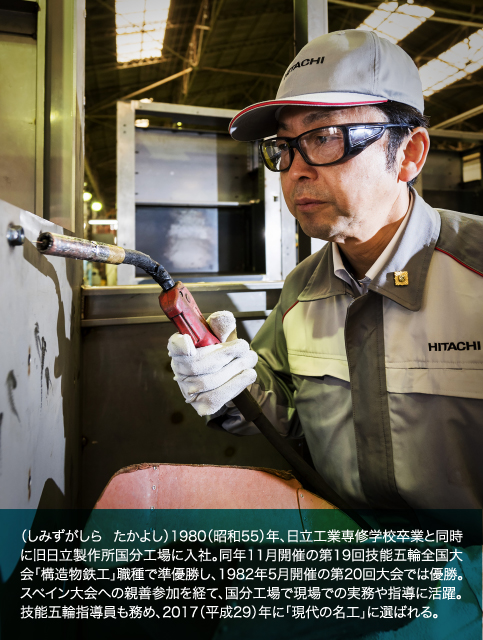
![誇りのマエストロ [3] 清水頭孝悦 製缶工 〈勝田事業所〉
溶接された筐体を組み合わせて、ズレなどの狂いがないかを確認(左下)
配電盤や変圧器などが組み込まれた筐体(右)](img_ms003/ms003_title01.jpg)
大規模な発電所・変電所で使われる配電盤の筐体づくりとは
電力会社の発電所や変電所などで使われる配電盤などを納める筐体をつくる、日立産機システム勝田事業所の製缶現場。配電盤は、高さ2,300mm、重さ数百kg近くにもなる大きなもので、1台1台ていねいにつくられます。一般に、サイズに関係なく筐体をつくる作業を製缶と呼びます。清水頭をはじめとする製缶スタッフたちは、鉄の薄板を切って曲げて溶接して…という一連の作業に携わっています。腕の見せどころは、パンチプレスや曲げプレスで加工した部材を組み合わせて、図面通りにわずかの公差で仕上げるところです。
現場ではまず、厚さ数mmの薄板鋼板が設計図通りに切断され、孔あけや折り曲げなどを施して部品をつくります。それらを組み合わせたり溶接したりといった工程を経て、微調整を施し仕上げられていきます。
例えば〈金属閉鎖形スイッチギヤ〉は、金属で外側を覆って感電から身を守る機能を持たせたもの。筐体自体が重要な役割を持ちます。このような製品はすべて受注生産による“一品モノ”であり、機能も形状もまちまち。それでも社会インフラとしてのニーズは大きく、月に平均して150台ほど、1日平均7〜8台を送り出しているといいます。
入社後すぐに技能五輪選手として技術を習得
当社の製缶部門をリードしてきた清水頭の人生はモノづくり一筋です。入社と同時に技能五輪の選手に選ばれて訓練を重ねた清水頭は、その年の大会で準優勝。次回大会での優勝に向け、さらに訓練の日々が続きました。朝7時半からランニングなどの体力づくりにはじまり、夜の9時、10時まで作業に打ち込みました。「まるでわが子や弟のように面倒を見てくれる先輩方の情熱に応えて、私も無我夢中になれました。モノづくりこそ自分の天職と思い、技術だけでなく仕事と向き合う姿勢も学び取りました」と当時を振り返ります。
満を持して第20回大会に臨み、見事優勝。しかし世界大会は2年に一度の開催なので、この年は世界大会に出場できませんでしたが、スペインの大会に親善参加することができ、海外のモノづくり現場を体感すると同時に、緻密な日本のモノづくり技術の高さを再確認しました。こうした経験が現場での業務に活かされたのはもちろんのこと、後に1990(平成2)年から3年間にわたって技能五輪の指導者として大会に関わり、育成した選手は世界大会での準優勝も果たしています。
清水頭は、長年にわたって耐震形配電盤筐体の製缶溶接作業に携わってきた経験を活かし、誤差1mm以内の精度で仕上げることができる高い技術を身につけました。また、大きな耐震形配電盤筐体の製缶溶接作業法を確立するなど、この分野における卓越した技能と経験が認められ、2017(平成29)年に「現代の名工」に選ばれました。日立産機システムではただ一人、日立グループ内でも数少ない最高位の作業者として金バッジが授与された「工師」でもあります。
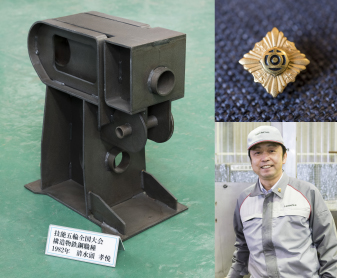
技能五輪全国大会で受賞した作品(左)
工師の証である金バッジ(右上)
技能者育成制度
金のバッジは
「現場の神様」の称号
日立では「特称制度」があり、技能系職種では上から工師、工匠1級、工匠2級で、最高位の工師は当社では清水頭ただ一人。日立グループ全体でもきわめて少数です。高度な技量、後進の育成、厚い信望があることなどが求められます。
超高圧電流を制御する心臓部を守り支える安心・安全な筐体
実際に製品が設置される現場では、制御盤が納められた筐体が何台もズラリと並んで据え付けられることが少なくありません。設計通りのスペース内にそれらをキッチリと収めるために、1台1台の寸法精度は重要です。また、製缶作業では、筐体そのものだけでなく溶接構造物として内部も図面通りに仕上げる精度の高さが求められます。枠の中には遮断器など重要な機器を格納するためです。
鉄やステンレスなどの材料は、収縮を見込んで、切断する段階で図面プラス1〜2mm大きめに切るなど、鉄板の特性を織り込んだ視点に立った上で、一つひとつの作業を現場で判断して次工程へと送っていかねばなりません。製缶作業全般に通じる清水頭は、作業プロセスごとのこうしたコツや勘所を数値データ化する取り組みを進めてきました。自身は先輩から学び、体得してきた技をデータ化することによって、作業の精度アップ・効率化を図ったのです。




1.切断した鋼板の寸法を確認 2.曲げ加工 3.接合 4.最も神経を使う溶接工程
常に先々を読んで最善策を立て、次へとつないでいく
製缶作業では、切断に続いてプレス機で曲げ加工を行います。ここでも、素材や曲げる角度に応じて作業量をデータ化する必要があります。ただし、鉄の薄板にも紙や繊維のように“向き”があり、同じ力をかけても圧延方向によって曲がり方が変わってくるため、単にデータ通りの作業をするのでなく、経験に基づく“目利き”が必要です。そして、さらに難しいのは、次工程の溶接。この時、熱の影響による薄板の変形をいかに抑えることができるかが、仕上げに直結します。そのために、変形の度合いを事前予測して、あらかじめ板を反らせた状態で溶接作業をする「逆反り」という方法を駆使します。この手法は、清水頭も先輩から直接受け継いだ技です。しかし、これを技術マニュアルとして確立させたのは、他ならぬ清水頭です。これで、若手技能者も設計図を見て、材質や溶接量などの変動要因を考慮して実作業に入ることができるようになりました。
習得してきた技術をさらに高めて伝えていきたい
実際には溶接の熱で薄板がゆがむことも珍しくありません。その場合は、ゆっくりとバーナであぶって少しずつ木槌でならし、平らになったところで水で冷やして表面を整える「点熱急冷法」という技も使います。しかし、過度に熱を加えると薄板の強度に悪影響を与える可能性もあるので、「できるだけ手を加えない方が美しいし、早くできる」と清水頭は言います。
このように長年の経験を工程ごとのポイントをまとめたマニュアル作成を通して、技術の伝達と作業の効率化に貢献してきたことも「現代の名工」に選ばれた理由の一つです。しかし、マニュアルにはあえて細部に及ぶ記載をしていません。鉄の板も気温などに左右される“生き物”であり、一人ひとりの知識や経験がマニュアルを超える必要があるからです。「ITや新しい技術を取り入れて勉強し、自ら培ってきたものと融合させながら、若い人たちに技能を伝えることが、今の私の使命です」と語る匠の言葉を重く受け止め、次代のモノづくりに活かしていくのは当社の大きな課題であることは、間違いありません。

清水頭の指導のもと育った製缶スタッフ
溶接に際しての縮みや反りなど過去のデータをデジタル化する社内作業も進んでいますが、例えば同じ電流、電圧で作業をしても作業者によって収縮率が違うことがあり、そこに技術と経験が求められるのが、この仕事の難しさであり面白さでもあります。鉄の薄板をほぼ誤差なく仕上げる清水頭さんの研ぎ澄まされた技術に直に接することができ、実にありがたいことです。
 事業統括本部 受変電制御システム事業部 受変電制御システム設計部との打合せ
事業統括本部 受変電制御システム事業部 受変電制御システム設計部との打合せ
技師 西澤良則(中)
実習生 ピチャイ ダフニー アン ナタン(左)

事業統括本部
受変電制御システム事業部
製造部 受変電システム製作課
組長 小室秀幸
入社時に技能五輪で活躍した清水頭さんの話を聞いて、「優れた技術者の下で仕事をしたい」と同じ職場への配属を希望。以来、26年目となった今では、私が主に若手指導を担う立場となりました。図面上の規格を頭に置きつつ、“縮みしろ”を考慮してつくっていくのが製缶の難しさ。安全と効率も重視しながら「清水頭さんに学んだことを若手に必ず伝えたい」という思いで取り組んでいます。
 事業統括本部 受変電制御システム事業部 製造部 受変電システム製作課 高橋直樹(左)
事業統括本部 受変電制御システム事業部 製造部 受変電システム製作課 高橋直樹(左)

製造・エンジニアリング拠点である勝田事業所。常に安定した電力供給をサポートするために、発電所内に設置される各種装置や配電盤、制御システムを提供しているのをはじめ、電気エネルギーを安定供給して鉄道運行をバックアップするための交通システム系配電盤や車両搭載用機器などの開発・設計・製造に取り組んでいます。



スイッチギヤ

ES-MACS
Athena

ハイブリッド形
真空遮断器
( vol.99・2018年7月 掲載 )
